您好,欢迎访问河北翔光金属制品有限公司!
- 网站地图
- 关注微信
您好,欢迎访问河北翔光金属制品有限公司!

全国咨询热线
13833895885
咨询热线
13833895885焊接缺陷是在焊接生产中是不可避免的,在点焊焊接不锈钢生产中也存在大量的缺陷,如:未熔合与未完全熔合,缩孔、裂纹,表面烧伤、烧穿和喷溅等等。
①未熔合与未完全熔合
在焊接试验中,在研究包路线的过程中,未熔合、未焊透还是经常存在。不锈钢的在进行焊点能够刚刚形成时,由于热输入量不足造成,焊接电流偏小或者通电时间不足等情况出现的一种缺陷。
②气孔
不锈钢材料为冷作硬化不锈钢板,材料表面的硬度很高,收缩率很大,若电极压力不足,焊核液态金属由外向内凝固时,缩孔处得不到有效的挤压从而形成气孔。如图1所示,1.5mm不锈钢点焊时出现了气孔,左图是由于电极压力小出现大约1.5mm的气孔、右图是焊接压力够了,焊接时间短形成0.8mm左右的气孔。
由试验结果和不锈钢材料的物理性能得出,图1中出现的气孔有可能是电极压力不足出现的缺陷。
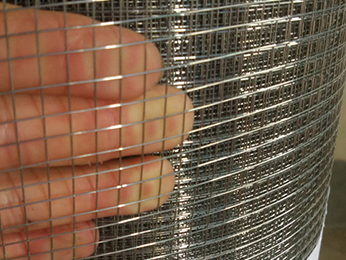
③表面烧伤、烧穿
焊接电流过大时,焊件接头出现了不同程度的表面过烧,这有可能是电流密度过大,加热速度大于塑性环的扩展速度造成的;还有是因为在电极压力足够的情况下,焊接时间较长,致使组织出现这种现象。如图2所示,1.5mm不锈钢烧伤、压垮了大约0.3mm,由此可得知,此次试验中,烧伤、压垮可能是焊接能量过大或者电极压力足够大。
④ 喷溅
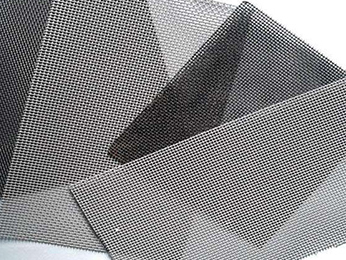
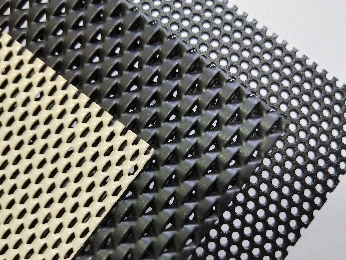
这一次焊接试验中,喷溅出现的频率是最大的,而且也非常明显。如图3和4所示,不锈钢在点焊试验中存在的大量的内部喷溅,形成了如图所示的伪熔核。
由试验结果和现象可以说明,有可能产生喷溅的原因如下:
1)焊接电流过大或电极压力过小。
2)工件表面清理不彻底。工件下料时在工件表面会残留油污等杂质会导致飞溅。在点焊前必须清除干净,保证工件间、工件与电极接触面清洁。在焊接过程中电极头是紫铜,刚度不够,质软,经常粘电极,或者电极烧损不平整。
3)由于熔核金属的塑性变形范围及变形程度不足,电极压力较小时,焊件接头也出现了外部飞溅。
Copyright © 河北翔光金属制品有限公司 版权所有 Powered by EyouCms备案号:冀ICP备17034563号-7